A BOM cost review is one of the simplest ways to find hidden manufacturing risk before a smart hardware product moves from prototype excitement into pilot build reality. At prototype stage, the bill of materials often looks affordable because a team is buying small quantities, accepting engineering substitutions, or leaving logistics and test fixtures outside the model. Those gaps become painful when the product enters EVT, DVT, PVT, or an early production run.
For founders and product teams manufacturing in China, the goal is not to squeeze every supplier as hard as possible. The better goal is to understand which parts drive cost, which parts drive lead time, and which tradeoffs could damage quality if they are made too late. A structured review gives the team a common language for engineering, sourcing, factory, and finance decisions before purchase orders lock the design in place.
Why a BOM cost review matters before pilot build
Most hardware cost surprises are not dramatic single-line mistakes. They are small assumptions repeated across the product: a connector chosen for convenience, a plastic part that needs a more complex tool than expected, a display module with limited second-source options, or a packaging choice that increases carton volume. Each item can look acceptable on its own, but together they can make the product harder to quote, harder to source, and harder to scale.
A useful BOM cost review separates three questions that are often mixed together. First, is the current design technically appropriate for the intended production method? Second, are the selected suppliers stable enough for the expected volume and geography? Third, does the full landed cost model include the manufacturing details that are easy to forget, such as test time, yield loss, packaging, inspection, and inbound freight?
This is also the right time to connect cost work with DFM. A part can be cheap in isolation and still expensive in production if it increases assembly time or creates quality variation. Teams that want a practical second opinion can combine a BOM review with Pseeing’s Feasibility Sprint before committing to tooling or factory nomination.

What to check line by line
The review should begin with a clean BOM export, not a screenshot or a partial spreadsheet. Every line should have a part number, description, supplier, manufacturer, revision, quantity per unit, unit cost, MOQ, lead time, approved alternatives, and owner. If any of these fields are blank, the blank is a risk signal. It may not be a problem yet, but it deserves a decision before production planning begins.
Start with high-cost and high-risk items. Electronics teams often focus on chipsets, displays, batteries, sensors, wireless modules, motors, and power components. Mechanical teams should pay the same attention to tooling-sensitive parts, cosmetic surfaces, hinges, seals, fasteners, and packaging. For connected appliances and other smart hardware, the enclosure, PCB assembly, battery system, and final test process often interact. A small component change can affect thermal performance, certification, or assembly sequence.
| Review area | Question to ask | Typical action |
|---|---|---|
| Single-source parts | Can this part be replaced without redesign? | Qualify an approved alternate or lock supply early. |
| MOQ mismatch | Does supplier MOQ fit pilot and ramp volumes? | Negotiate staged purchasing or choose a more flexible supplier. |
| Custom tooling | Is the part design adding avoidable mold or fixture complexity? | Run DFM with the factory before tooling release. |
| Test and inspection | Is test time included in the real unit cost? | Estimate fixture, labor, and retest impact before pilot build. |
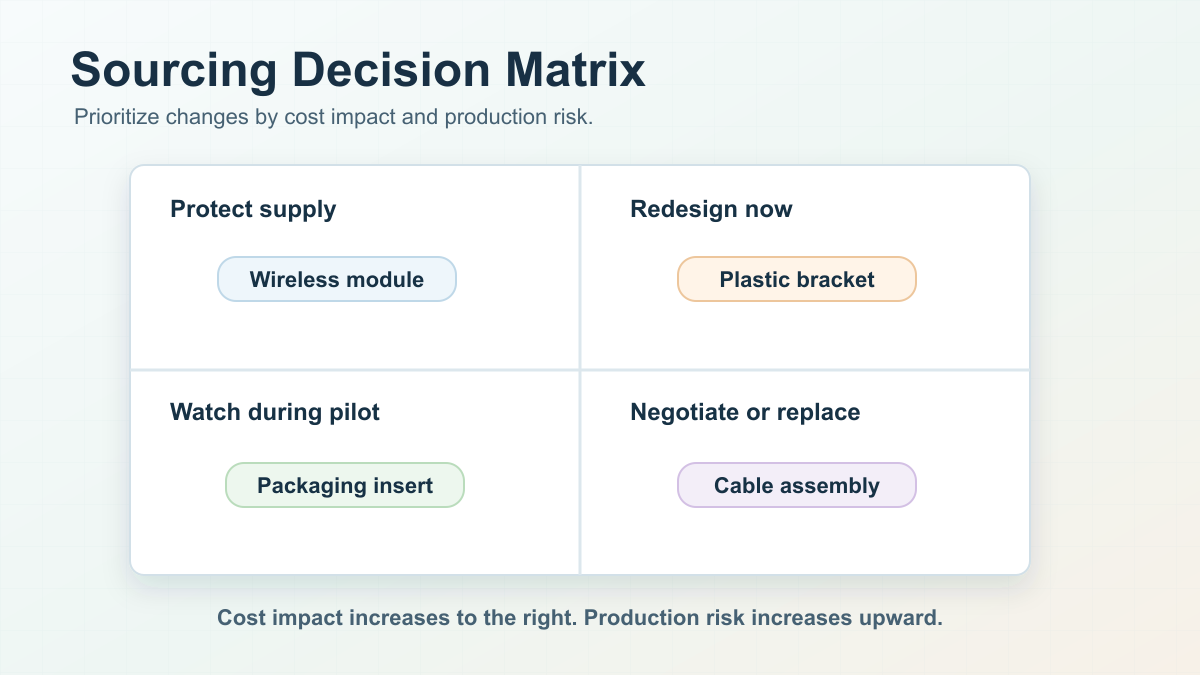
The review should also classify each line by decision type. Some items need engineering redesign. Some need supplier vetting. Some only need better cost attribution. This keeps the process from turning into a vague complaint about price and helps each team member leave with clear ownership.
How to turn cost findings into sourcing actions
After the line-by-line review, group findings by action. A strong BOM review should produce a sourcing map, not just a cheaper spreadsheet. For example, the team may decide to keep a premium wireless module because certification risk is more important than cost at launch. At the same time, it may choose to redesign a plastic bracket, replace an over-specified cable, or consolidate fasteners because those changes reduce assembly variation without weakening the product.
Supplier conversations should be specific. Instead of asking for a general discount, ask whether pricing changes at realistic volume breaks, whether the supplier can support pilot quantities, whether tooling ownership is clear, and whether alternates can be approved before the next build. In China manufacturing, the best answer is often a process answer, not only a price answer. A factory may reduce cost by changing assembly sequence, simplifying inspection, or improving packaging efficiency.
The review should protect quality as much as it protects margin. If a cost reduction requires a thinner material, a lower-grade cell, or a less controlled supplier, the team should document the tradeoff and decide whether the risk belongs in the current product stage. Some savings are worth taking before pilot build. Others should wait until field data, yield data, or customer requirements are clearer.
When to bring in a China NPI partner
A BOM cost review becomes more valuable when the reviewer understands both engineering intent and China supplier behavior. A local NPI partner can compare quotes across supplier types, identify where factories are making assumptions, and catch gaps between the engineering BOM and the manufacturing BOM. This is especially useful when the product combines electronics, plastic tooling, firmware, certification, and final assembly.
For overseas teams, the hardest part is often not collecting quotes. It is knowing which quote is real. A low price may exclude tooling, test fixtures, packaging, inspection, or engineering support. A high price may include risk buffers that can be reduced after the factory sees a clearer product definition. Pseeing’s services are designed to help teams turn those messy inputs into manufacturing decisions that can survive pilot build and early mass production.
The right output is a short decision memo: what should change now, what should be watched during pilot build, and what should not be changed because it would create avoidable quality or schedule risk. That memo gives the team a cleaner path into DVT, PVT, and supplier negotiation.
Conclusion: review cost before cost controls the project
A BOM cost review is not just a finance exercise. It is a practical manufacturing readiness check. It shows whether the design, supplier plan, MOQ assumptions, and quality controls are aligned before the product enters the expensive part of the NPI cycle.
Teams that review the BOM early can make calmer decisions. They know which parts deserve redesign, which suppliers deserve backup options, and which cost reductions would damage reliability. That clarity is often the difference between a pilot build that teaches the team and a pilot build that only exposes problems that should have been visible weeks earlier.